
Blog
What is Membrane Bioreactor (MBR) Technology?
Author: Ahmed Bakhiet M.Eng. – Project Manager – Coftec.
(i) Introduction
Water purification is essential for maintaining the well-being of communities and ensuring the sustainability of industrial operations. Among the innovative approaches in this field, Membrane Bioreactor (MBR) technology stands out for its exceptional efficiency and effectiveness in wastewater treatment (Judd and Judd, 2022). Through decades of technological advancement and operational optimisation, MBR systems have demonstrated superior performance in producing high-quality effluent while maintaining a compact footprint compared to conventional treatment methods. Here, we will explore the world of MBR technology and briefly introduce Coftec’s modular Membrane Bioreactor solution. We will uncover the advantages of MBR technology in both municipal and industrial applications, highlighting its role in fulfilling environmental responsibilities and the potential of Membrane Bioreactor for wastewater treatment and process efficiency.
(ii) What is Membrane Bioreactor Technology for Wastewater Treatment?
Membrane Bioreactor technology combines the principles of biological treatment and membrane filtration to achieve high-quality wastewater treatment (Judd and Judd, 2022). It integrates a biological process, typically an activated sludge process, with physical liquid-solid separation using membrane filtration. According to extensive research by Krzeminski et al. (2017), this unique combination allows for the efficient removal of contaminants, including suspended solids, pathogens, and dissolved organic matter, resulting in treated water of superior quality.
Below is a representation of a typical (submerged) MBR process flow diagram:
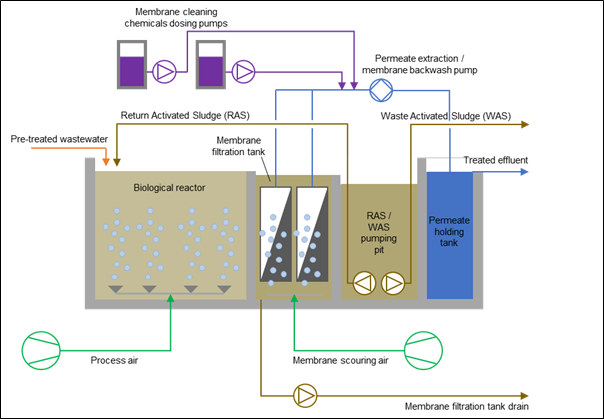
Figure 1: Process layout of a typical submerged MBR
The MBR process consists of several key stages (Le-Clech, 2010):
- Influent Pumping & Preliminary Treatment: Wastewater influent, either from a municipal or industrial source, is pumped into the Membrane Bioreactor system. In some cases, a pre-treatment step may be included before the MBR process to remove large solids, debris, or other non-biodegradable materials. This can involve processes such as screening or grit removal to protect the MBR membranes from clogging or damage.
- Biological Treatment: The wastewater enters the biological reactor, which contains a mixture of microorganisms and activated sludge. In the reactor, organic compounds present in the wastewater are biologically degraded by the microorganisms through a process called biological treatment. The microorganisms consume the organic matter and convert it into carbon dioxide, water, and biomass. The biological reactor operates under aerobic conditions, ensuring an adequate supply of dissolved oxygen for the microbial community. This is essential for the growth and metabolism of aerobic microorganisms, enabling them to efficiently oxidise and degrade organic matter.
- Membrane Filtration: The bioreactor also contains the submerged membrane modules, which act as a physical barrier, selectively allowing the permeation of treated water (permeate) while retaining suspended solids, bacteria, and other contaminants.
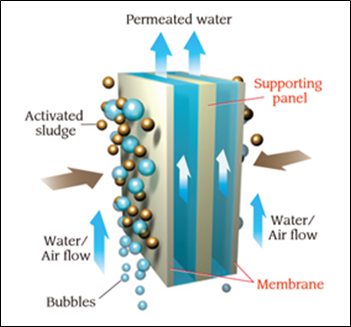
Figure 2: Flow through an MBR membrane
As the feed water flows through the membranes, air is continuously supplied from the bottom of the membrane unit. This helps to scour off any sludge accumulating on the surface of the membranes during filtration.
- Permeate Collection: The permeate, or treated water, that passes through the membranes is collected and discharged for further treatment or reuse purposes. The quality of the permeate from the submerged Membrane Bioreactor system is typically of high clarity and low turbidity, meeting stringent effluent standards.
- Sludge Management: The biomass and activated sludge that are retained by the membranes form a concentrated sludge called mixed liquor suspended solids (MLSS). This sludge contains high concentrations of microorganisms and organic matter. Depending on the system design, a portion of the MLSS may be returned to the bioreactor to maintain the microbial population and treatment efficiency (Return Activated Sludge – RAS), while excess sludge may be wasted from the system (Waste Activated Sludge – WAS).
- Membrane Cleaning: Over time, the membranes can accumulate solids or foulants that may reduce their filtration efficiency. Periodic membrane cleaning is necessary to maintain optimal performance. This can involve various cleaning methods such as backwashing, air scouring, or chemical cleaning to remove accumulated solids or biofilm from the membrane surface.
(iii) What are the Different Types of Membrane Bioreactor Membranes?
The main subtypes of MBR membranes include:
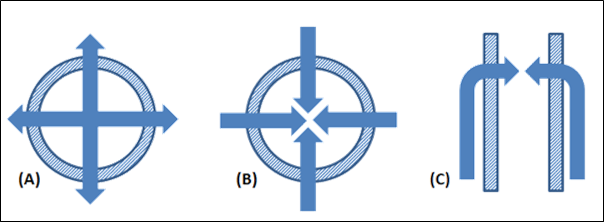
Figure 3: MBR configurations, (A) = Hollow Fibre, (B) Multi-tube, (C) Flat sheet
Hollow Fibre MBRs: This type of submerged MBR utilises hollow fibre membranes, which are small, hollow tubes that allow for the filtration of wastewater. The mixed liquor flows through the interior of the hollow fibres, while permeate (filtered water) is collected outside of the fibres.
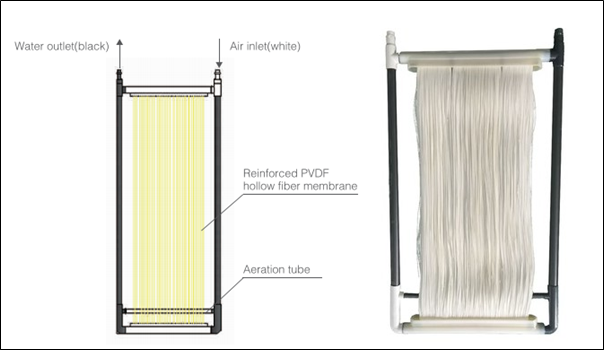
Figure 4: Example of a Hollow Fibre Membrane
Flat Sheet MBRs: Flat sheet membranes are used in this type of submerged MBR. The mixed liquor is pumped over the flat membrane surface, and the permeate is collected on the other side of the membrane.
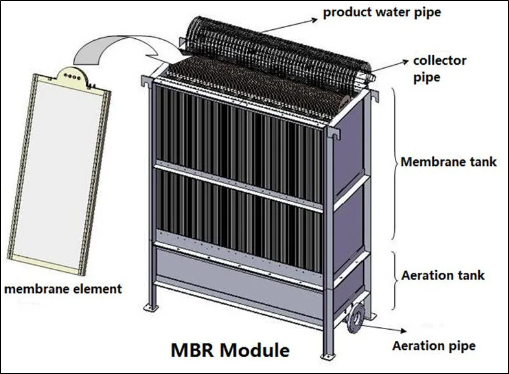
Figure 5: Example of a flat sheet membrane
Multi-tube MBRs: In multi-tube MBRs, multiple tubes containing membranes are bundled together, creating a compact filtration unit. The mixed liquor passes through the tubes, and the permeate is collected on the outside of the tubes.
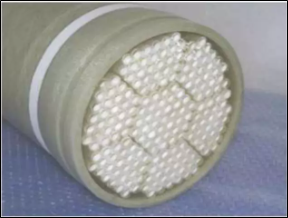
Figure 6: Example of a multi-tube membrane
(iv) What are the Benefits of Membrane BioReactor Technology?
-
-
- Enhanced Treatment Efficiency: MBR technology produces treated water that meets and exceeds the stringent requirements of the EU Urban Wastewater Treatment Directive (91/271/EEC) and the US EPA’s Guidelines for Water Reuse (EPA/600/R-12/618). It is superior to conventional wastewater treatment methods in terms of treatment efficiency and performance. The membranes effectively remove suspended solids, bacteria, viruses, and even certain pollutants, resulting in water that can be safely discharged or reused.
-
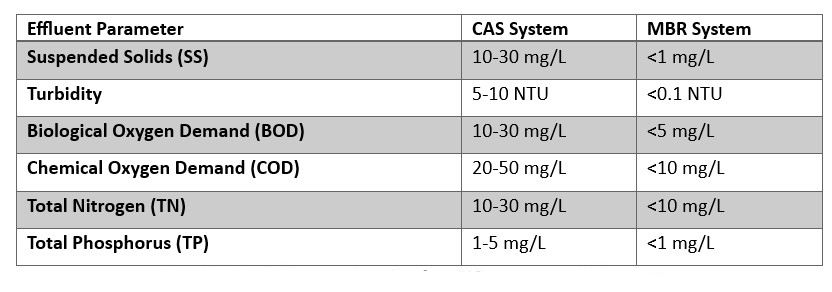 Figure 7: Typical effluent quality values for a CAS system vs. an MBR system
Figure 7: Typical effluent quality values for a CAS system vs. an MBR system
-
-
- Small Footprint: MBR systems have a compact footprint compared to conventional treatment processes. The membrane filtration component eliminates the need for secondary clarifiers, sand filters, and other large settling tanks. According to design guidelines published by the Water Environment Federation (WEF Manual of Practice No. 36), MBR systems typically require only 25-50% of the space needed for conventional activated sludge (CAS) systems with equivalent capacity.
-
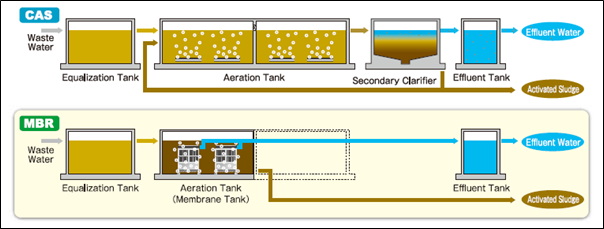
Figure 8: Conventional Activated Sludge (CAS) System vs. Membrane Bioreactor (MBR)
-
-
- Enhanced Nutrient Removal: MBR technology facilitates the efficient removal of nutrients, such as nitrogen and phosphorus, from wastewater. This is particularly important in addressing environmental concerns related to eutrophication and water pollution. By incorporating additional treatment processes like biological nutrient removal (BNR) or chemical precipitation, MBR systems can achieve high levels of nutrient removal.
- Tolerance to Fluctuations: MBR systems exhibit higher tolerance to variations in influent characteristics compared to traditional treatment methods. The robustness of MBR technology allows for reliable operation and consistent production of high-quality effluent, even under fluctuating influent conditions.
- Potential for Water Reuse: With increasing water scarcity, the ability to reuse treated water is crucial. Permeate water from an MBR process is highly treated, and coliforms are significantly removed. This high-quality permeate is suitable for various non-potable applications like irrigation, industrial processes, and more. For Reverse Osmosis (RO) applications, the permeated water from an MBR system requires no further treatment before being fed into the RO process.
-
(v) What are the Applications of Membrane BioReactor Technology?
MBR technology finds applications in various sectors, including:
-
-
- Municipal Wastewater Treatment: Many municipalities face the challenge of upgrading aging wastewater treatment infrastructure to meet stricter environmental regulations. MBR technology provides an excellent solution for enhancing treatment capacity and improving effluent quality without the need for extensive facility expansions. The compact footprint of MBR systems allows for easy integration into existing treatment plants, making the upgrade process more cost-effective and efficient.
- Industrial Wastewater Treatment: MBR systems find extensive applications in various industries, including food and beverage, pharmaceuticals, and chemicals, where high-quality effluent is required for compliance with environmental regulations. Industrial wastewater can be highly variable in composition, containing a wide range of organic and inorganic contaminants. The ability to handle high organic loads and variable influent conditions makes MBR technology well-suited for industrial wastewater treatment.
- Decentralised Wastewater Treatment: Many regions, particularly in developing countries or rural areas, lack the necessary infrastructure for centralised wastewater treatment. In such cases, decentralised systems become crucial for managing wastewater effectively.
-
MBR systems are modular and pre-fabricated, making them easily transportable and quick to deploy. This flexibility is particularly valuable in emergency situations, disaster-stricken areas, or temporary work camps where rapid installation and operation are essential. The modular nature of MBR systems also allows for easy scalability, enabling the treatment capacity to be adjusted based on the population size or wastewater volume.
(vi) Introducing Coftec’s Modular Treatment Solutions with Membrane Bioreactor Technology.
Coftec is at the forefront of modular wastewater treatment solutions, specialising in the design, manufacture, and installation of Membrane Bioreactor (MBR) systems. Our tailored approach ensures that each MBR solution is meticulously crafted to meet the unique needs and challenges of our clients.
Key Features of Coftec’s Modular MBR Systems:
- Customised Design: We work closely with our clients to understand their specific requirements, including flow rates, effluent quality standards, and site constraints. This enables us to design MBR systems that are optimised for their particular application.
- Scalability: Our modular design allows for easy expansion or reduction of treatment capacity as needed, ensuring flexibility and adaptability to changing demands.
- Efficiency and Reliability: Coftec’s MBR systems are renowned for their high efficiency and reliability. The advanced technology and robust construction ensure consistent performance and minimal downtime.
- Compact Footprint: Our modular approach minimises the required footprint, making it ideal for urban areas or sites with limited space.
- Ease of Installation: Coftec’s modular systems are pre-fabricated, reducing installation time and minimising disruption to existing operations.
- Environmental Sustainability: MBR technology is a sustainable solution that promotes water conservation and reduces the environmental impact of wastewater discharge.

Figure 9: Example of Coftec’s Modular MBR System
Benefits of Choosing Coftec’s Modular MBR Solutions:
- Improved Water Quality: Our MBR systems deliver high-quality treated water that meets or exceeds stringent regulatory standards.
- Cost-Effective Solutions: Our modular approach offers a cost-effective alternative to traditional wastewater treatment methods.
- Reduced Operational Costs: The efficiency and reliability of our MBR systems lead to lower operational costs and reduced maintenance requirements.
- Enhanced Site Utilization: The compact footprint of our systems allows for efficient use of available space.
- Rapid Deployment: Our pre-fabricated modules enable quick installation and start-up, reducing project timelines.
By choosing Coftec’s modular MBR solutions, you can benefit from our expertise in designing, manufacturing, and installing tailored wastewater treatment systems that meet your specific needs and contribute to a sustainable future.
(vii) Conclusion
In conclusion, this blog post has provided a thorough examination of Membrane Bioreactor (MBR) technology and its implementation in Coftec’s modular water purification products. By highlighting the many advantages of MBR technology in both municipal and industrial settings, we have demonstrated its transformative potential in addressing wastewater treatment challenges.
Take the Next Step in Advanced Wastewater Treatment
Ready to explore how our ISO-certified MBR systems can transform your wastewater treatment operations? Our team of qualified engineers are ready to discuss how this technology can deliver:
- Treatment efficiency rates exceeding 98%
- Space savings of up to 75% compared to conventional systems
- Compliance with EU Urban Wastewater Treatment Directive standards
- Energy optimisation reducing operational costs
Schedule a Technical Consultation Contact our engineering team today for:
- Detailed feasibility assessment
- Site-specific system design
- Custom performance projections
- Comprehensive cost analysis
- ROI calculations
Contact Coftec to discuss your specific needs and learn more about our bespoke solutions – you can also email us at info@coftec.ie or call us on +353 (0)91 844356.
Together, let’s design a sustainable, efficient wastewater treatment system that exceeds your performance targets while contributing to environmental protection. Our expert team is ready to help you navigate the technical, regulatory, and operational aspects of implementing MBR technology.
About the Author
Ahmed Bakhiet is a seasoned water and wastewater treatment project manager with a strong history of delivering innovative solutions across various industries. At Coftec, he uses his mechanical engineering expertise and experience from roles at Celtic Anglian Water and Hydro International Ltd to improve water and wastewater infrastructure for industrial, municipal, and commercial clients. His work has spanned sectors like pharmaceuticals, food and beverage, and Oil & Gas, where he excelled in addressing unique challenges.
References
European Commission (1991) ‘Council Directive 91/271/EEC concerning urban waste-water treatment’
Judd, S. and Judd, C. (2022) ‘The MBR Book: Principles and Applications of Membrane Bioreactors for Water and Wastewater Treatment’, 3rd edn. IWA Publishing, London.
Krzeminski, P., Leverette, L., Malamis, S. and Katsou, E. (2017) ‘Membrane bioreactors – A review on recent developments in energy reduction, fouling control, novel configurations, LCA and market prospects’, Journal of Membrane Science, 527, pp. 207-227.
Le-Clech, P. (2010) ‘Membrane bioreactors and their uses in wastewater treatments’, Applied Microbiology and Biotechnology, 88, pp. 1253-1260.
U.S. EPA (2012) ‘Guidelines for Water Reuse’ EPA/600/R-12/618
Water Environment Federation (2018) ‘Design of Water Resource Recovery Facilities’ MOP 8, 6th Edition